

��ַ���ӱ�ʡ���_�а��l(xi��ng)�h��(j��ng)���_�l(f��)�^(q��)�Q(m��o)��·295̖
�֙C��13603119597
������13931881372
Q Q�� 33557952
�]�䣺wxdz@188.com
�W(w��ng)ַ��http://m.qyueynb.cn/
��������ˇ���߄�
����Դ��sjzwx ���r�g��2015-01-28 10:33:53
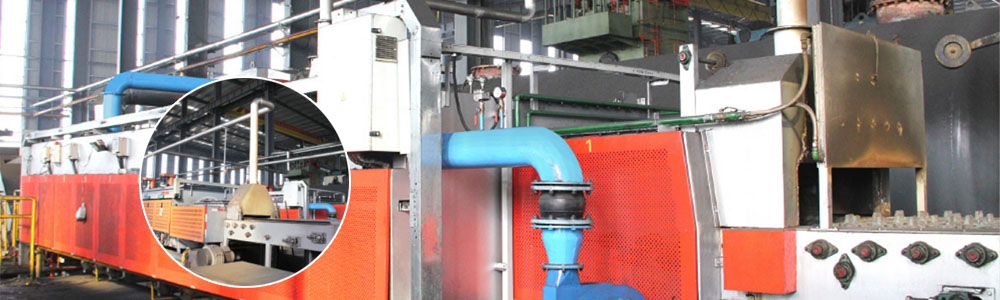
ģ�M���H���ެF(xi��n)���h(hu��n)���l����������ԇ���M�к������I(y��)�����_���z�Ŀ�ģ������γߴ��120mmx120ram����Ȟ�112ram�������@qb40mm�A�ס����|��Q345C���麸��ģ�Mԇ������ԇ���ú��·�ʽ��ÿ�Ώ�050�A�����������D�������A��߅����ÿ���a������Ȳ����^5mm�����c��֮�g��������Ƥ�����ƌ��g�ضȣ����g�ضȑ�������200~C֮��(ÿ�Ӻ����ꮅ����s15min)�����zʹ�úϽz(H08Mn2SiA)�����lʹ��J506�����ú��z���ӕrƽ���������������190A��210A��늉�������23V��25V�����ú��l(ֱ��3��2mm)���ӕr���������120A160A��ԇ�әz�y�֞����^�z��Prr���ŷ�̽��MT���侀̽��RT������RT̽���܉�ֱ�^�z�yԇ���Ȳ������|����ԇ������Y������������һ��ԇ�l����Ҫ���м������м���������ˮƽ�����M�к��ӣ�ԇ����ǰδ�M���A���Һ���Ҳδ�M���˻�̎����ԇ�Y����PT��MT̽��δ���F(xi��n)�����F(xi��n)����RT̽����Ƭ�@ʾ���F(xi��n)�^��ȱ�ݣ�ȱ�ݱ��F(xi��n)�飺�ʬF(xi��n)�c��δ�ں��B��Ƭ�Ġ�B(t��i)���ؿױڳʗl��ֲ����ڶ���ԇ�l���������ˆT��׃����r�£����Q��һ��ԇ���������M��ԇ���A����150~C������ԇ���ڎ��A�ǵ��D�_���M�к��ӣ����C���ӿױ�߅���r�ʬF(xi��n)45���A�ǡ�������ɺ��M��ԇ���˻�̎����ԇ�Y����PT��MT̽��δ���F(xi��n)�����F(xi��n)��RT̽���l(f��)�F(xi��n)��߅��λ�ô��ڎ�̎�c��δ�ۺϬF(xi��n)��(�c��ȱ��)�����ڵ�Ƭ���xɢ�ֲ���
��I(y��)�ֲ����ӱ������������˾�������� �����ֲ����� ���ֲ����� ���Ϸֲ����� ̫ԭ�ֲ����� ���ݷֲ�����
�֙C��13603119597��13931881372����ַ���ӱ�ʡ���_�а��l(xi��ng)�h��(j��ng)���_�l(f��)�^(q��)�Q(m��o)��·295̖��������У��ӱ������������˾
�䰸̖����ICP��13012122̖-1
 �����W(w��ng)���� 13019902000147̖
�����W(w��ng)���� 13019902000147̖
